Precision Equipment
Business Unit
Characteristics of material
Gravimetric Feeder is widely used in many fields like not only plastic compounding, but also foods, battery material etc. So the material have a lot of different characteristics. We need to learn material characteristics and issues which might be caused in order to select appropriate type of feeder. Feeder type, screw and agitator type changes based on the nature of material. The following 4 points are important material characteristics to select Feeder. And the details are explained subsequently.
- Apparent Specific Gravity (Bulk Density)
- Angle of repose
- Particle size
- Melting Points and Heat Distortion Temperature
(1) Apparent Specific Gravity (Bulk Density)
The material is fulfilled in a certain capacity of cup, and it is the density (Mass/Volume) , in case the internal cubic volume is considered as volume. There are three kinds of Apparent Specific Gravity (Bulk Density) as follows.
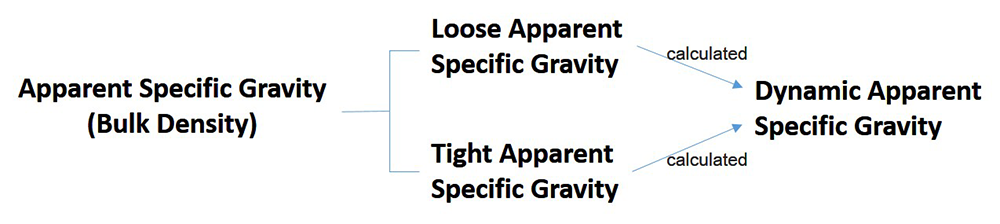
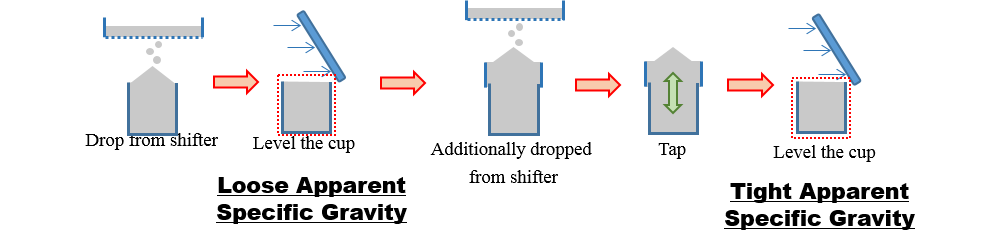
(a) Loose Apparent Specific Gravity
The material is dropped and fulfilled from upper side by shifter toward measuring cup, and it is the gravity that the material in cup is leveled. Therefore, it is the status of gravity that contains air.
(b) Tight Apparent Specific Gravity
Extend the upper cup and put additional material onto Loose Apparent Specific Gravity, and tap the cup 180 times (1second/time). Then remove the additional part and cup is leveled, it is the status of Tight Apparent Specific Gravity. It is the status of gravity that contains no air.
(c) Dynamic Apparent Specific Gravity
Dynamic Apparent Specific Gravity is practically used and it is calculated based on Loose and Tight Gravity.

In Kubota FTC(Feeder Technical Center), we measure 2(two) kinds of gravity, Loose and Tight, and calculate Dynamic Apparent Specific Gravity. We select feeder parts like screw based on it. On the other hand, if purchase order is placed without doing powder test and the customer provide us such information as gravity of material is 0.6~0.9, it is not clear that it means Loose or Tight gravity. In that case, to secure the Max. feeding capacity, screw parts etc. are selected based on smaller gravity. If the difference is large between Loose and Tight gravity, that material have the possibility of bridging and/or flushing. As rough standard, it should be carefully handled that those material which exceeds [Loose gravity] / [Tight gravity] = Approx.1.5.
*Bridging and Flushing will be explained in next issue.
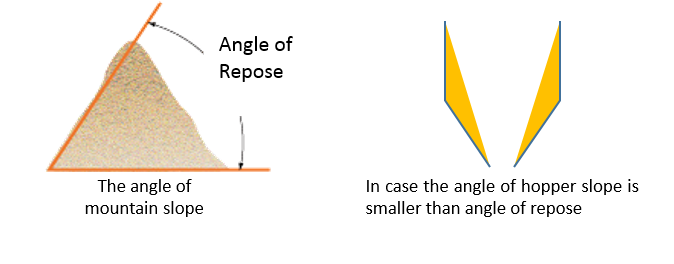
(2) Angle of Repose
Angle of repose is the one between the level and mountain slope that is formed when powder is dropped from a certain level of height and it keeps stable status, not to collapse naturally. If the material is smooth flow, the angle of repose is small. And if the material is difficult flow, the angle of repose is large. In case angle of repose is large, the material might stay on slope of the hopper, so it should be carefully handled.
(3) Particle Size
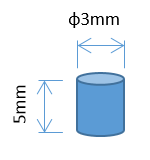
Particle size is described based on diameter and the length of side. For example, in case the material is cylinder type like right side picture, it can be described asφ3mm×5mm or 3mm×3mm×5mm. What should be careful on particle size is the clearance of screw and agitator. If particle size is larger than the clearance, the material is biting into the clearance when screw and agitator are rotating. It cause trouble of abnormal torque, abnormal sounds and the breaking of screw and/or agitator. (Generally speaking, Particle Size also means “Shape” of the pellet and powder material.)
(4) Melting Point and Heat Distortion Temperature
Melting Point means the temperature that solid material melt down and become liquid by heating. Also, Heat Distortion Temperature is different from Melting Point that material become liquid, it is the temperature that material start to change melting and adhering. (Normally, Heat Distortion Temperature < Melting point.) In the plastic compounding process, the plastic resin is compounded with flowability by melting the solid material into liquid. In general, plastic material melt at lower temperature compared with metal etc. Those material which start to melt or change at low temperature might cause problem for Feeder. When the material with low melting point is conveyed by high speed rotating screw, the material temperature increase and start to melt by friction between material and screw, discharge tube. Material melt in feeding, it adhere to the parts like screw etc. In worst case, the material cool down and become solid again when the feeder is stopped. The solid material fix the screw and the feeder cannot start to work again.
SUMMARY
You can select appropriate Feeder model and screw parts and it prevents the trouble beforehand to know the characteristic of material in detail. Also it leads to secure the quality of final products of our customer. Kubota have abundant reference of Feeders all over the world and material handling know how which is accumulated by feeding test over 10,000 times at Feeder Technical Center. By utilizing those know how, Kubota Feeder can achieve stable feeding of various type of material without problem.